

某钢铁公司吐丝机诊断案例
发布时间:2022-03-04
杨隽 卓微科技
吐丝机是高速线材生产线上的重要设备,某钢铁公司设备工程师反映该设备振动超标,尤其当加工直径较大的线材时,出现振动超过规定值而导致连锁停车,怀疑是吐丝头不平衡所致。我们经过现场采集振动数据和初步分析,排除吐丝头不平衡故障,以下是现场采集的数据及频谱:

测点布置如下:
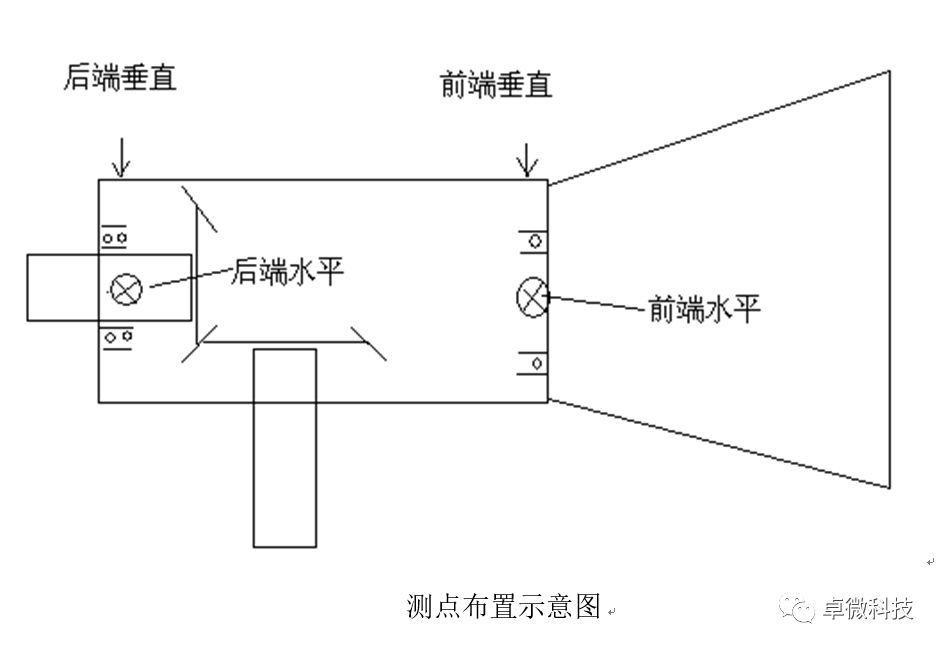
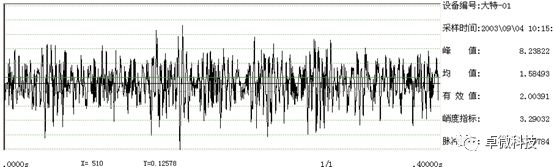
图1:
吐丝数据报表
设备名称:吐丝机
设备编号:D-01
测点名称:前端垂直
数据类型:速度,转速:1250转/分
时域图:
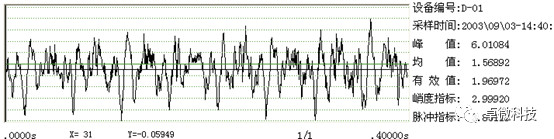
频谱图:
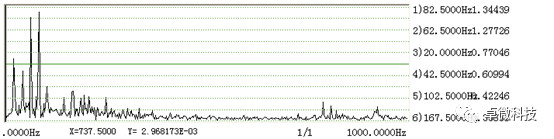
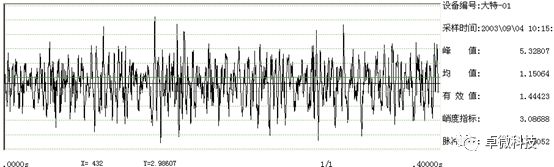
图2:
吐丝数据报表
设备名称:吐丝机
设备编号:D-01
测点名称:前端水平
数据类型:速度,转速:1250转/分
时域图:

频谱图:
谱图分析:上面四图测量前端轴承座(距吐丝头较近的)水平和垂直方向振动速度,其主要振动能量均表现在转轴工频的谐频(上图对应转速为1250转/分,工频约为20.8Hz,其谐频依次约为42Hz,62.5Hz,83Hz,105Hz……),工频振动能量不是太大。从这两幅谱图显示前轴承存在一定的旋转件松动的现象,其原因可能在于轴承间隙较大所致,有时候这种现象是运行参数所致,比如预热不够或热平衡不足,在正常工作运行工艺参数下会有所好转。
图3
吐丝机数据报表
设备名称:吐丝机
设备编号:D-01
测点名称:前端水平
数据类型:加速度
时域图:
频谱图:

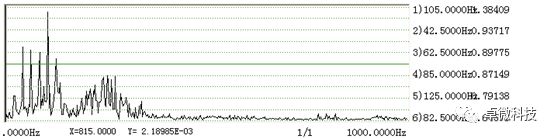
图4
吐丝机数据报表
设备名称:吐丝机
设备编号:D-01
测点名称:后端水平
数据类型:加速度
时域图:
频谱图:
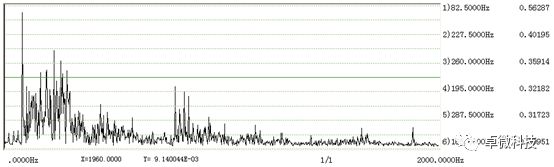
谱图分析:上面四图测量前后端轴承座水平方向振动加速度,测量时轴转速为1238转/分,工频约为20.6Hz,工作轴齿数为38,啮合频率约为20.6*38约为785Hz。图中前端水平振动大于后端振动,前后端都存在约785Hz的谱峰(前端更为明显,其啮合频率谱峰为Z大),并都存在着以工频约20左右间隔的边频带。该现象反映了齿轮啮合情况不太好,原因可能由两种,一种是齿轮磨损,一种是由于轴承状态不好(间隙大),造成轴线偏斜,进而出现啮合不良。
诊断结论:从以上谱图以及吐丝机结构,并结合现场了解情况综合分析,工频振动虽然存在,但其值不大,占总体振动的比例也很小,可排除不平衡故障。故障主要表现为存在松动及齿轮信号,前端轴承存在松动情况,齿轮啮合情况不佳,轴承故障应为主要故障,齿轮故障谱图的出现估计是由于轴承松动导致轴对中情况变差进而导致齿轮啮合不好形成的。因没有历史对比数据,暂时无法对齿轮故障严重度做出精确诊断。
结论:综合以上,可以判断,机组的主要故障原因为部件松动故障。松动部位在前端,请结合结构清查。
检修建议:吐丝轴转速达1000转/分(电动机约为650转/分)以上后,振动有效值逐渐达到和超过机械振动额定注意值(约1.8um/s),现阶段?故障发展期,故障情况不是非常严重。如生产情况不充许停机检修,建议加强对轴承及齿轮的监测,注意故障的发展,避免造成重大事故。如能停机检修,建议调整前端轴承的安装情况及轴的对中情况。
Z后反馈:
吐丝机内吐丝管磨损严重造成间隙过大,形成松动。更换吐丝头后振动正常。
感悟:
此案例诊断出了故障类型是松动类故障,但没有确诊松动的部位和部件,其主要原因是对设备的结构不太了解,并不知道吐丝机内还有吐丝头这个零部件。因此,诊断工作要求充分的了解设备的方方面面。




 上海移动端
上海移动端 上海公众号
上海公众号 陕西公众号
陕西公众号 陕西微信号
陕西微信号