

水泥磨减速机振动与噪音偏大的原因及处理措施
发布时间:2022-03-14
董保军
(冀东水泥重庆合川有限责任公司)
0 引言
本公司水泥磨设备是唐山某公司生产的Φ 4.2m×13m卧式管磨,磨机生产综合台时190t/h~200t/h,水泥分步电耗在30.5kWh/t左右,水泥磨减速机从2011年生产运行开始,一直存在振动、噪音大问题,设备制造厂家技术人员及公司内部专家多次到厂拆解检查,始终未找到根本原因并予以解决,水泥磨运行极不稳定,影响设备的可靠性、台时、能耗指标。
1 水泥磨配套电机减速机主要参数及减速机内部结构
电机型号:YRKK900-8,功率3550kW,745r/min,额定电压10kV。
减速机型号:JS150 -B,减速机传 递功率:1000~4500kW,输入转速:740r/min,传动 比:47.295∶1。
减速机内部结构见图1。
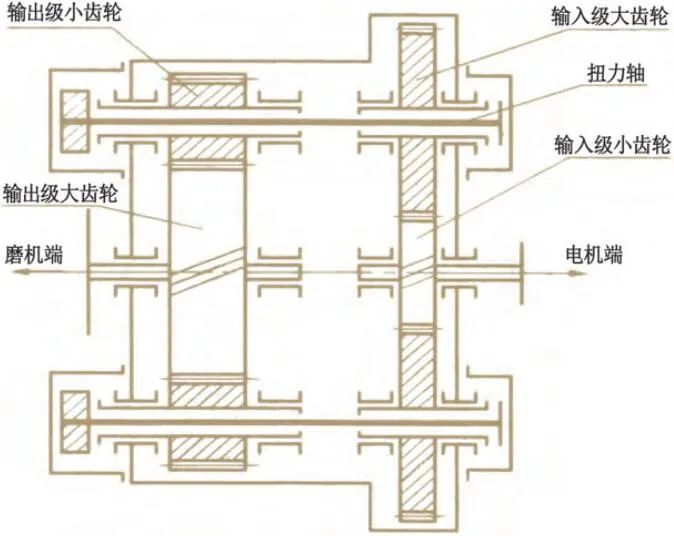
图1 减速机内部结构图
2 开停机检查减速机存在的问题
磨机在运行状态下减速机检查(所用工具:手机或相机、测振仪、大锤、锤击扳手等):
1)检查其异音、振动、温度情况并作记录、录音、测振、拍照;
2)地脚螺栓、润滑油及冷却水情况等。
磨机在停机状态下减速机检查(所用工具:百分表、水平仪、等高块、水平尺、经纬仪等):
1)停磨机单独运行减速机润滑油站,打开减速机上箱体观察孔,看各喷油管喷油是否正常;
2)用百分表检查输入、出轴找正数据并记录;
3)开盖检查箱体内部各螺栓是否有松动断裂情况,大齿销轴是否有断裂情况;
4)塞尺测量高速轴轴承游隙,框式水平仪检查壳体变形情况(重点是一级小齿挑入端侧下壳体);
5)打掉二次灌浆基础面,敲击检查下部平行斜铁是否松动;
6)检查输出轴与一级小齿轮啮合斑点及侧隙并记录;
7)将扭力轴两端螺栓拆除,拆除扭力轴端锥套,销轴拆出看其是否有磨损,各销轴位置作好标记,便于按原位置回装恢复;
8)拆除各轴瓦上盖,测量瓦口间隙,是否异常;
9)将一根扭力轴抽出,将一级大齿轮吊出,检查其推力盘下轮毂与轮辐间连接销轴与螺栓是否松动或磨损;
10)输出轴轮毂与轮辐处销轴是否有松动磨损;
11)对油站内油进行过滤,对减速机内部进行清理,清洗油泥(同时进行)。
3 原因分析
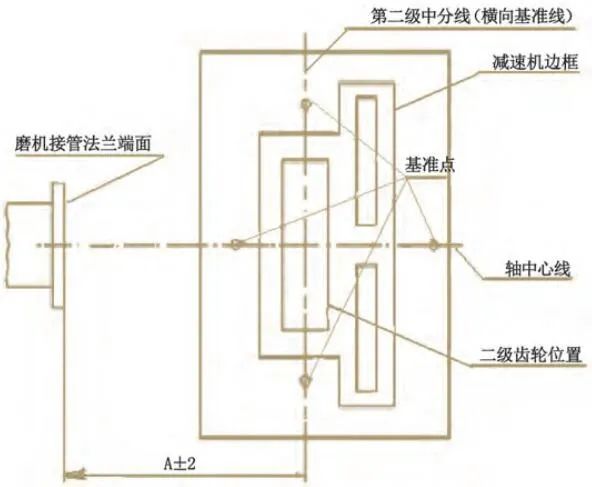
图2 减速机轴中心线缺三组垫铁
1)原设计基础少3组垫铁(后根据需要增加至5组),见图2;原基础垫铁垫得不实且位置不正;
2)主电机与主减速机找正数据不佳(径向0.33mm,端面0.47mm);
3)个别瓦润滑不良、油脏;
4)齿轮副啮合接触不好、存在偏载现象;
5)高速轴轴承游隙过大、超差(0.20mm)。
4 实施解决措施方案(图3~图8)
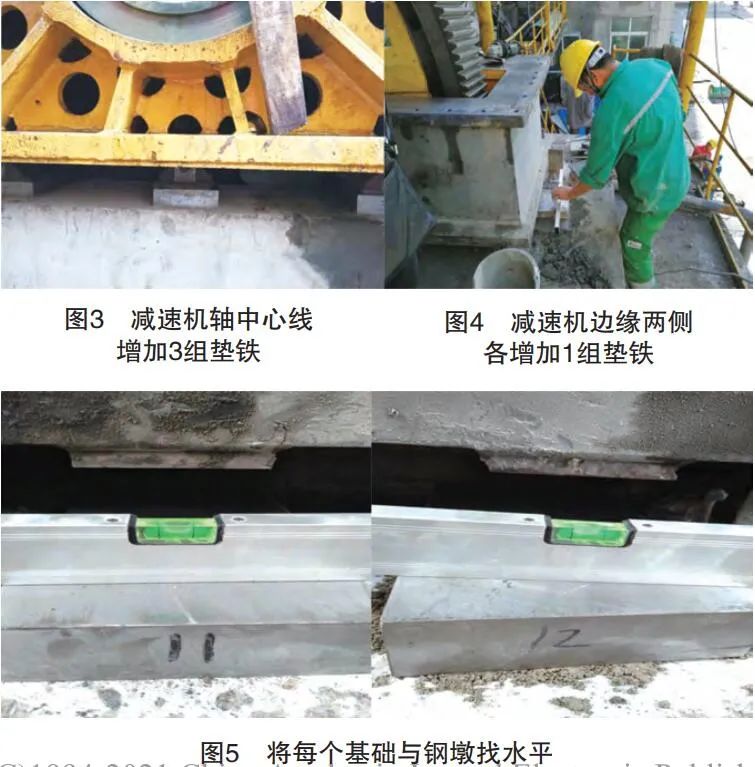

图6 用等高铁、平尺、框式水平仪调整减速机下箱体水平

图7 修复受损的瓦盖并用6.7mm钻头打油眼孔

图8 用高精密磨床修齿
1)彻底清理减速机内部及油箱脏油,包括供、回油管路等;
2)基础增加5组垫铁并垫实(平行斜铁安装调整时,必须保证斜铁与减速机箱体受力面平行,用0.02塞尺测量,通不过为合格);
3)减速机箱体找水平;
4)个别瓦供油孔加大,瓦接触面刮研;
5)更换高速轴轴承,满足轴承游隙要求;
6)齿轮副偏载、啮合不好拉出去用高精密磨床修齿,并调啮合;
7)主电机与主减机、减速机与磨机重新找正并达到要求;
8)清洗组装试车。
①检查12块瓦各部位没有受到伤害或损伤,洗油清洗并用压缩空气将润滑供油孔吹干净,保持油孔及润滑管道畅通;
②用高压清洗机对减速机内部齿轮、轴承及瓦进行清洗,对安装后轴承的游隙、窜动量、齿轮啮合情况等必须符合图纸技术要求,拍照、做好记录并存档;
③螺栓紧固按照标准要求紧固并做好防松措施;
④减速机安装就位后,开启润滑系统2h循环,清洗检查供油过滤器和回油过滤器的滤芯,保证供油过滤器前后压差正常小于0.15MPa,回油过滤器无金属异物。检查各瓦温度传感器是否正常,现场与中控温度检测值、显示值一样,保证温度信号正常。空载运行8h(每半小时做一次记录)后检查各运行参数正常后,带负载60%、70%、80%分别生产运行12h、16h、24h,然后带负荷正常运行,36h以后减速机地脚螺栓再次紧固。
5 运行效果和启示
现场运行带载荷后电机电流值在160mA~170mA左右(根据磨机产量及磨机内物料循环量大小而变化)正常范围内,减速机高速轴轴承温度稳定在55℃左右,高速轴处的水平、垂直振动值在1.2mm/s~2.5mm/s之间,供油压力在0.2MPa,12块瓦的温度在39℃~46℃之间,输入轴轴承运转平稳、齿面啮合正常、无异常噪音,减速机无明显振感,其它各参数均在安全运行指标范围内,完全达到预期效果。通过本次处理给我们启示:(1)不要轻易相信或认为设计单位不存在设计问题,如:“上述减速机基础垫铁缺失问题”;(2)要做好隐蔽工程验收工作,拍照留底做好记录,如:“上述减速机基础垫铁垫得不实、不正问题”;(3)定期检测减速机高速轴游隙、齿轮啮合情况和复核减速机前后传动部分找正情况。发现异常情况及时采取有效措施处理解决,保证减速机运行安全可靠性。
来源:《中国水泥》2020年




 上海移动端
上海移动端 上海公众号
上海公众号 陕西公众号
陕西公众号 陕西微信号
陕西微信号